|
Монетное дело является важной государственной отраслью, а монетные дворы являются закрытыми предприятиями со строгим режимом секретности. Данный режим способствует и охране научно-технических достижений, применяемых в монетном производстве. По этим причинам, широкие слои населения получают разрознённую и упрощённую информацию о технологии изготовления монет.
ТАЙНЫ МОНЕТНОГО ДВОРА – 1 Процесс переноса изображения с эскиза на монеты
Каким образом плоское графическое изображение преобразуется в объёмный рельеф на металлической монете? Классическая схема этого процесса: графический эскиз – объёмный макет – маточный штемпель с позитивным рельефом – рабочие штемпеля с негативным рельефом – монеты.
Этапы процесса популяризируются в СМИ различными познавательными материалами, из которых, помимо общей информации, можно почерпнуть и отдельные любопытные детали. Прежде всего, можно понять, что на различных монетных дворах разных государств существуют определённые устоявшиеся традиции и официальные регламенты, используется различная терминология. Во-вторых, на практике данный процесс может оказаться более протяжённым, чем в теории. В-третьих, в настоящее время широко применяются компьютерные технологии. Например, на Санкт-Петербургском Монетном дворе перенос изображения с эскиза на памятные монеты производится следующим образом [1].
По графическому эскизу изготавливается объёмный восковый слепок увеличенного масштаба. Он загружается в сканирующее устройство гравировально-фрезерного станка, сканируется и преобразуется в компьютерный макет монеты. По этому 3D-макету гравировально-фрезерный станок с программным управлением вырезает маточный штемпель (мастер-штамп). После ручной доводки, с его помощью прессуются рабочие штемпеля (клише). Процесс переноса изображения, по сравнению с классической схемой, удлиняется только за счёт 3D-макета. Иначе выглядит этот процесс для памятного канадского доллара [2].
Хотя тоже используется компьютерный эскиз, но на станке с ПУ вырезают гипсовый макет, который дорабатывают вручную. Далее следуют последовательные операции отливки крупномасштабных форм из различных материалов. Затем дважды применяется пантографирование с помощью станков-пантографов: при переносе рельефа с эпоксидной модели на бронзовую модель, а с неё – на матрицу (маточный штемпель). А при изготовлении бронзовой модели среднего масштаба и матрицы обрабатывается негативный рельеф. Вероятно, это связано с рациональными соображениями. В этом случае обработке подвергаются только рельефные участки, а при использовании позитивных макетов и форм, должна обрабатываться вся плоскость штемпеля, помимо рельефа. Негативной матрицей прессуют позитивный оттиск, а с его помощью – рабочие штемпеля (клише).
Компьютеризация монетного производства позволяет исключить из классической схемы процесса переноса изображения отдельные промежуточные этапы, но – теоретически. На монетных дворах крупномасштабные макеты и маточные штемпеля с позитивным рельефом все равно сделают – для отчетности и в качестве эталонов. Тиражирование рабочих штемпелей При чеканке небольших серий монет рабочие штемпеля для них прессуются непосредственно маточными штемпелями. На тематических сайтах приводится различная информация о промежуточных этапах прессования штемпелей, которые необходимы при массовых тиражах монет. Это связано со сроком службы маточных и промежуточных штемпелей: каждый из них может быть использован для изготовления ограниченного количества последующих штемпелей. Этапы тиражирования штемпелей в разных источниках именуются по-разному: «изготовление оттисков, передавливание, прессовка».
Всего два дополнительных этапа прессования позволяют увеличить количество рабочих штемпелей в сотни раз (на схеме – слева). При чеканке монет многомиллионными тиражами штемпелей и промежуточных этапов может потребоваться ещё больше («пирамида» на схеме). В разных источниках штемпеля всех этапов тоже именуются по-разному: «матрицы, маточники, обратники, негативы, клише, образцовые или модельные штемпеля, мастер-штампы» и т.д. Вероятно, по-своему их именуют и сотрудники разных монетных дворов. Чтобы не запутаться в терминологии, можно условно выделить три производственных типа штемпеля: маточные – изготовленные с макета, рабочие – применяемые непосредственно для чеканки монет, промежуточные – все остальные. Рабочие штемпеля обязательно имеют негативный рельеф, маточные – позитивный, промежуточные – негативный либо позитивный. Как вариант, маточные штемпеля могут иметь и негативный рельеф (вверху – справа), что не изменит последующую структуру производственной «пирамиды». В качестве рабочих могут применяться любые штемпеля с негативным рельефом, изъятые с более «высоких» этапов прессования. Вероятно, так делают в конце каждого года, когда нужно быстро «закрыть» годовой тираж, не затрачивая время и средства на изготовление недостающих рабочих штемпелей. И наоборот: промежуточные штемпеля с «нижних этажей», если они не изношены, могут применяться вместо маточных для тиражирования новых партий штемпелей. Тогда к основной «пирамиде» на разных её уровнях пристраиваются новые «пирамиды», с разным количеством промежуточных этапов. Для каждого конкретного типа монет, структура этих «сооружений» может быть различной.
В различных источниках можно найти самые полярные сведения о сроке службы рабочих штемпелей. По оценкам нумизматов, основанным на изучении разновидностей монет, одна штемпельная пара может отчеканить в среднем пять-десять тысяч монет. А это – не более получаса работы автоматического пресса. По техническим нормативам, штамп, предназначенный для штамповки изделий из стали, обязан выдержать порядка 100 тысяч ударов (менее одной рабочей смены для монетного пресса). Но если верить отдельным публикациям СМИ, то одна пара штемпелей может начеканить свыше миллиона монет. В частности, в статье о Казахстанском Монетном Дворе «Как чеканят монеты номиналом 1 тенге образца 1997 года» говорится, что «с одного штемпеля чеканится 1,2-1,5 миллиона монет». Но чуть ниже, в том же материале косвенно упоминается о промежуточных этапах прессования: «… сколько раз приходится изготавливать то маточник, то его «негатив» или «обратник», но вся эта производственная часть занимает 30-45 дней». Зачем же вся эта «канитель» с промежуточным прессованием, если на стомиллионный тираж монет хватит нескольких десятков штемпелей, которые можно сделать сразу с маточного штемпеля? Вероятно, это связано с тем, что далеко не всякий штемпель способен отработать свой «норматив». Один установит рекорд, а другой треснет после сотни ударов, третий начнёт крошиться, и так далее: отсюда, и низкая средняя стойкость. Видимо, с учётом такого практического опыта, на монетных дворах, планируя годовой тираж монет, рабочие штемпеля для него делают с большим запасом. А наличие промежуточных штемпелей позволяет быстро пополнить этот запас, в случае непредвиденных «авралов». Если исходить из того, что инструмент меняется в среднем раз в смену, то для обеспечения односменной работы одного автоматического пресса в течение года требуется 250 штемпельных пар. На любом монетном дворе таких прессов – не один десяток, и нуждаются они в тысячах рабочих штемпелей. Но вернёмся к производственной «пирамиде»: на любом промежуточном этапе могут сформироваться различные дефекты (на схеме: внизу – справа). Если они останутся незамеченными, то будут чеканиться монеты с дефектами, происхождение которых можно определить только предположительно. Например: монеты со смещением изображения относительно монетного поля или с раздвоением элементов рельефа. Такой брак можно назвать «браком промежуточного прессования» и отнести к браку дизайна монет. Подобно непрочекану монет, возможно «неполное прессование», также нельзя исключить попадание посторонних объектов под «давящий» штемпель. Он может изнашиваться или повреждаться, что оставит соответствующие следы на последующих штемпелях. Если дефекты не будут замечены, то в итоге они отпечатаются на монетах. Но так как невозможно установить, на каком этапе изготовления штемпелей сформировались такие дефекты, их принято считать следами загрязнения, износа, повреждения рабочих штемпелей либо последствием их доработки.
У этих монет встречаются идентичные или очень сходные дефекты, которые могли быть отчеканены одним и тем же штемпелем. Но разве нельзя допустить, что отдельные дефекты могут быть следами сколов промежуточных штемпелей, которые сначала отпечатываются на рабочих штемпелях, а уже в процессе чеканки постепенно «разрастаются»?
Лишь в отдельных случаях, можно выявить дефекты промежуточного прессования с достаточно высокой вероятностью. В подразделе 5.5.2. Деформация штемпеля приведён пример 10-тикопеечной монеты 1991 года (Госбанк СССР) с выпуклой «косичкой» на шпиле башни, и предложена версия о её формировании вследствие попадания постороннего объекта под штемпель.
Но при наличии постороннего объекта между закалённым штемпелем и мягкой заготовкой, след должен остаться на заготовке. Скорее всего, это – дефект промежуточного прессования. Вероятно, между промежуточным штемпелем и заготовкой для рабочего штемпеля угодил кусочек провода с плетёной металлической оплёткой: он и отпечатался на «сырой» заготовке. Дефект не заметили, и этот рабочий штемпель начеканил достаточно много монет (автор выявил 49 экземпляров). Наличие промежуточных этапов в процессе изготовления штемпелей удлиняет и усложняет производственный цикл, что не только косвенно способствует формированию дефектов на монетах, но и весьма повышает их себестоимость. Поэтому на монетных дворах внедряются новые технологии упрочнения рабочих штемпелей, существенно повышающих срок их службы. В результате, производственный цикл сокращается, стремясь к самой короткой схеме (эскизы – штемпеля – монеты). Масштаб изображения Различный масштаб изображения на монетах традиционно связывают либо с повторным процессом пантографирования, либо с использованием иного макета. Но некоторые исследователи предполагают взаимосвязь изменений масштаба с промежуточными этапами прессования штемпелей. Предполагается, что при каждом промежуточном этапе прессования размер немного увеличивается, и чем больше этапов разделяет маточные и рабочие штемпеля, тем крупнее получается изображение.
При этом деформируется не только верхняя плоскость, на которой выдавливается рельеф, но и всё тело заготовки (2). После снятия нагрузки деформация может продолжаться (3), вследствие чего весь цилиндр немного увеличивается в диаметре, теряя в высоте. Эта величина может измеряться микронами, но при нескольких промежуточных этапах прессования, микроны складываются в сотые доли миллиметра, а то и – в десятые.
Судя по графику, отображающему изменение деформации во времени, «нелинейные» явления могут продолжаться неопределённо долго после снятия нагрузки. То есть, прессованный цилиндр может продолжать «плющиться», когда уже передаётся на последующие операции! Подобные явления происходят и в теле давящего закалённого штемпеля: теоретически, он тоже может постепенно увеличиваться в диаметре, но в меньшей мере. Примечание: заготовки штемпелей необязательно должны иметь форму правильного цилиндра. Прессуемая поверхность заготовки может быть конической. Это улучшает качество прессования, так как рельеф формируется не сразу весь, а постепенно – от центра к краям. А заготовки штемпелей для автоматических прессов могут быть ступенчатыми, что связано с устройством узла крепления штемпелей.
При этом распределение внутренних деформаций в процессе прессование несколько меняется, но влияние нелинейных явлений сохраняется.
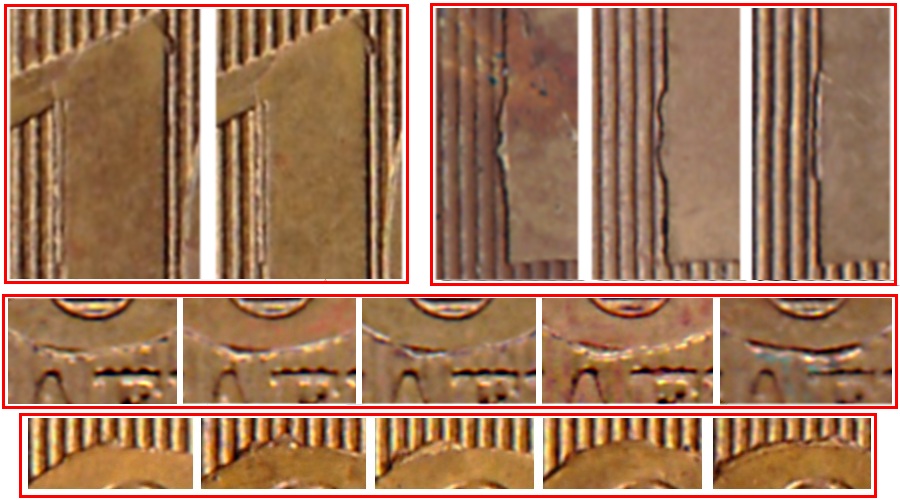
Если опираться на схему производственной «пирамиды», то на примере советской памятной монеты 1 рубль «Сто лет со дня рождения В.И.Ленина» можно представить процесс увеличения масштаба изображения следующим образом:
Первая партия монет чеканится штемпелями с негативным рельефом, которые были прессованы маточным штемпелем (1). Некоторые из этих штемпелей переводятся в разряд промежуточных, «пирамида» надстраивается вниз на два «этажа», и следующая партия монет чеканится новой партией штемпелей (2). Часть этих штемпелей тоже используется в качестве промежуточных, «пирамида» снова подрастает, и третья партия монет чеканится «нижними» штемпелями (3). В дальнейшем, для чеканки используются штемпеля с трёх различных уровней. Возможен и противоположный вариант: к «нижним» рабочим штемпелям добавляются штемпеля с «верхних этажей», когда уменьшается потребность в тиражировании штемпелей. Наконец, возможно и произвольное перемещение штемпелей между «этажами»: в зависимости от производственной необходимости, штемпеля одного уровня или чеканят монеты, или прессуют новые промежуточные штемпеля. В итоге, получаются три разновидности монет, у которых масштаб изображения на аверсе постепенно увеличивается. Нужно отметить, что у этих памятных монет меняется и масштаб реверса. Естественно, приведена упрощённая схема, а разные по масштабу штемпеля должны разделяться большѝм количеством промежуточных этапов.
Можно сделать вывод: не следует объяснять изменение масштаба изображения на монетах какой-либо одной причиной, если судить только по готовой продукции. Не имея достоверных данных о нюансах изготовления штемпелей для монет конкретного типа, правильнее исходить из того, что имел место комплекс причин. Продолжение: ТАЙНЫ МОНЕТНОГО ДВОРА – 2 Дополнительно: ПРИМЕРЫ ХРОНИЧЕСКОГО И ПРОГРЕССИРУЮЩЕГО БРАКА 11.08.2016
КРАТКАЯ КЛАССИФИКАЦИЯ Общая познавательная информация в Интернете
Тематические сайты:
Монеты современной России (http://aeol.su/)
Как чеканят монеты номиналом 1 тенге образца 1997 года
|