|
(Продолжение) ТАЙНЫ МОНЕТНОГО ДВОРА – 2 Форма рабочей поверхности штемпелей
Теоретически, рабочая поверхность штампа для листовой штамповки должна иметь сферическую форму. Соответствующая форма должна придаваться и штемпелям для чеканки монет, с целью компенсации вторичных деформаций (см. подраздел 5.5.1. Вторичная деформация рельефа монеты). Упрощённо это можно представить следующим образом.
Явление упругого последействия, влияющее на деформацию штампуемого изделия после снятия нагрузки, до сих пор изучено не в полной мере. На конкретное проявление вторичной деформации влияет множество факторов, но основные из них: сила и продолжительность внешнего воздействия. При чеканке монет важна высокая производительность, а чем чаще и сильнее бьёт пресс, тем ярче проявляется вторичная деформация. Имеет значение и соотношение толщины заготовки с её диаметром, и свойства монетного сплава, и другие факторы.
В частности, не только десятирублёвки (см. дополнение Примеры хронического и прогрессирующего брака), но и многие 10-ти и 50-тикопеечные монеты имеют характерный «ореол». Он заметно реже встречается у монет 1 рубль и 2 рубля, а среди пятирублёвок чаще встречаются монеты со следами локальной вторичной деформации – контурами листьев с реверса на аверсе.
Например, если диаметр штемпеля D равен 22 мм (для монеты 10 рублей), а радиус кривизны поверхности штемпеля R принять 500 мм, то максимальный перепад высоты h составит 0,12 мм. А с учётом того, что в центральной части штемпеля вырезаны углубления, соответствующие рельефу монеты, фактическая величина h будет ещё меньше. Это «искривление» не заметно на глаз, но требует применения специальных станков. Кроме того, перепад высоты рабочей поверхности h сопоставим с глубиной тонких деталей рельефа штемпеля. Следовательно, с учётом окончательной шлифовки, нужно на соответствующую величину увеличивать высоту позитивного рельефа маточного штемпеля – для элементов «легенды» и рисунка, лежащих ближе к краю.
Благодаря повторным ударам, время приложения нагрузки увеличивается, величина вторичной деформации уменьшается и последовательно «сглаживается». То есть, металл заготовки полностью и точно заполняет углубления обоих штемпелей, и тогда сферичность их поверхности отразится в вогнутости монетного поля. С точки зрения экономии и здравого смысла, лучше лишний раз ударить изделие, чем «ловить микроны» на инструменте.
Они соударяются центральными участками, в результате чего формируются следы «негатива» именно в средней части монет (на схеме – 1), что соответствует практическим наблюдениям. А вследствие регулярных соударений, оба штемпеля постепенно уплощаются, почти утрачивая первоначальную кривизну (2). Но данная схема не учитывает ни рельеф рабочих штемпелей, ни силы упругой деформации при холостом ударе.
Рельеф контактирующих участков штемпелей имеет различную глубину (1 – на примере штемпелей для монет СССР). Углубления одного штемпеля могут частично совпадать с углублениями другого, и контактируют отдельные участки штемпелей (2). Свой вклад вносят и «нелинейные» явления, влияние которых уменьшается на периферии (см. схемы выше). Поэтому следы пластической деформации соответствуют центральным участкам штемпелей и в том случае, если их поверхность является плоскостью. На периферических участках и там, где рельеф ниже, плоские штемпеля при соударении подвергаются только упругой деформации, которая следов не оставляет. В результате на аверсе остаются контуры цифр и букв номинала (3), а на реверсе – следы солнечных лучей и контуры земного шара.
А на некоторых монетах, помимо «негативов» элементов герба (А), остаются и слабые отпечатки венков (В) с реверса. Более свежий пример: 1 рубль 2016 г. Московского монетного двора.
Этот рублевик несёт чёткие следы соударения штемпелей на обеих сторонах, за исключением периферийных участков вдоль канта. Можно сделать вывод: следы холостого соударения штемпелей не обязательно свидетельствуют об их сферической форме, а скорее указывают на повышенную частоту ударов пресса. В Интернете можно найти различные мнения относительно формы поверхности штемпелей. Одни нумизматы считают, что штемпеля обязательно подвергаются специальной шлифовке, а другие отрицают необходимость этого. Именно поэтому были приведены доводы в пользу противоположных мнений. Но истину нужно искать где-то посередине. Исходя из всего вышеизложенного, можно предположить: большинство рабочих штемпелей для современных монет массового чекана делают плоскими, а сферичность рассчитывают ради отчётности и при изготовлении эталонных штемпелей. В случае крайней необходимости, эталоны могут использоваться для чеканки монет. Возможно, отдельные партии рабочих штемпелей могут подвергаться «финишной» шлифовке на специальных станках, если в графике работы инструментальных участков появляются «свободные окна». В противном случае, типичные признаки вторичной деформации на монетах – «ореолы» – были бы более редки и не являлись бы для отдельных типов монет хроническим дефектом. Если явление не вполне изучено, то нецелесообразно и неэкономично пытаться предотвратить его последствия, которые практически не влияют на качество монеты, как средства обращения. Нанесение знака монетного двора Принято считать, что знак монетного двора (товарный знак) наносится на рабочие штемпеля в процессе их доводки. Это – так, в случае, если рабочие штемпеля прессуются маточными штемпелями, без промежуточных этапов прессования. А с точки зрения технологии, знак может быть нанесён на любой стадии изготовления штемпелей, начиная с объёмного макета монеты. В этом случае, он проецируется и на маточный штемпель, и на промежуточные – если они будут изготовлены, и на рабочие штемпеля. А если макеты и маточные штемпеля изготавливаются без товарного знака, как это принято на российских монетных дворах, то целесообразно нанести его на последующий штемпель – после маточного – с негативным рельефом.
Технологически, товарный знак проще вырезать на штемпелях любого уровня с негативным рельефом (1 и 2), включая рабочие (3). Желательно это делать «вверху», но при большом количестве промежуточных этапов прессования, растёт вероятность тиражирования дефектных штемпелей. Товарный знак является одним из самых тонких элементов дизайна монеты. Если он будет наноситься на штемпеля в вершине большой производственной «пирамиды» (1), то в процессе последовательного прессования он может исказиться, утратить чёткость, и тогда потребуется дополнительная доработка штемпелей. Например, встречаются монеты со сколами на товарном знаке.
Обычно это связывают с повреждением рабочих штемпелей, но разве нельзя предположить, что отдельные монеты носят следы дефектов промежуточного прессования? Точно так же, и непрочекан знака считается следствием износа или загрязнения рабочих штемпелей, но нельзя совсем исключить вероятность зарождения дефектов на промежуточных штемпелях. А какие ещё дефекты могут сформироваться в связи с нанесением товарного знака на штемпеля? Считается, что монограмма или буква наносится путём ручной гравировки, либо чеканится специальными пуансонами, но могут использоваться и другие способы обработки.
Гравирование монограммы может производиться как вручную, так и на гравировально-фрезерном станке с программным управлением (1). Чекан пуансоном тоже можно осуществлять вручную (2), а можно применить небольшой пресс. Для электроэрозионной (3) или для лазерной обработки (4) требуются специальные станки, зато с их помощью можно обрабатывать закалённые штемпеля.
На Московском Монетном Дворе лазером выжигают номера на орденах и медалях, и могут, в принципе, применять лазер в производстве монет. Использование любых станков при доработке штемпелей обеспечит высокую точность исполнения и положения товарного знака, по сравнению с ручными способами. Но дорогостоящее оборудование рациональнее применять на верхних «этажах» производственной «пирамиды».
Вот так, вероятно, и рождаются разновидности монет с «толстой» монограммой.
Предварительная разметка положения товарного знака Какими причинами не было бы вызвано нанесение товарного знака на рабочие или ближайшие к ним промежуточные штемпеля, это будет связано с большими трудозатратами и с высокой квалификацией персонала. Чтобы снизить и то, и другое, нужно применять более производительные методы, доступные мастерам средней квалификации. При нанесении знака вручную, необходима предварительная разметка его расположения. Эту работу могут весьма облегчить разметочные площадки или контуры на дорабатываемых штемпелях. Можно предположить, что предварительная разметка производится на промежуточных штемпелях с позитивным рельефом.
С помощью различного оборудования, с большой точностью и производительностью могут формироваться овальные выемки, соответствующие размеру и положению товарного знака (на схеме – 1). Тогда на промежуточном штемпеле с негативным рельефом или на рабочем штемпеле получится ступенчатый контур разметочной площадки (2). Работая в пределах этого контура, мастер готовит поверхность под товарный знак, наносит его тем или иным способом (3), а потом шлифует этот участок штемпеля, удаляя следы разметки и своих предыдущих операций (4). По мере шлифовки, мастер доводит толщину и глубину линий знака «до кондиции», постепенно углубляя рельеф. Наличие разметочной площадки весьма снижает вероятность «продела», который трудно или невозможно исправить.
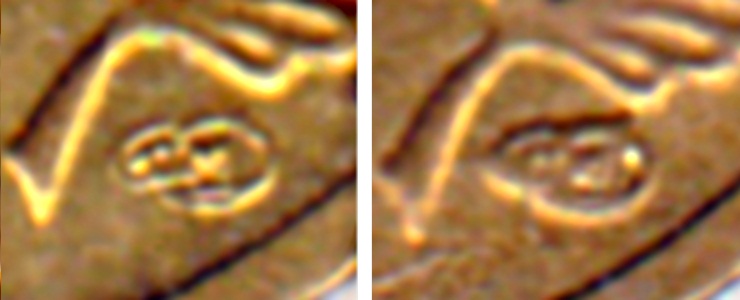
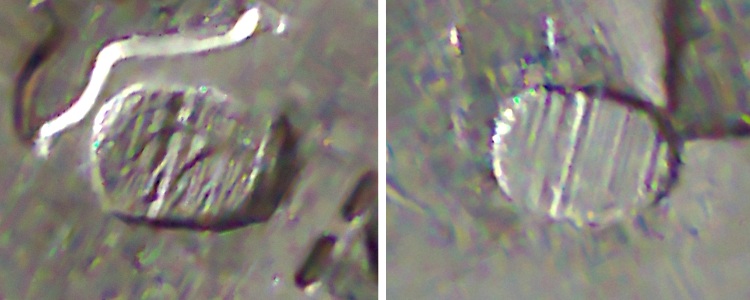
Чтобы часть металла приподнялась, формируя ступеньку, нужен сильный удар пуансоном, и тогда монограмма на штемпеле получит чёткий и глубокий рельеф, который отразится на монете. Но очертания знака – слабые и нечёткие. Возможно, мастер только наметил рисунок на разметочной площадке и начал обработку краёв, но по неизвестной причине штемпель не был доделан, а направлен в работу. Но быть может, что дефект вообще не связан с чеканкой, а по готовой монете был нанесён сильный удар, расплющивший знак? В этом случае, след такого удара должен остаться на реверсе – напротив, но его нет.
Предварительная разметка была произведена на промежуточных штемпелях и для аверса, и – по ошибке – для реверса, что оставило ступеньки на соответствующих рабочих штемпелях. На штемпеле для аверса (слева) мастер нанёс монограмму, но нечётко, и не удалил разметочную площадку. А на рабочем штемпеле для реверса (справа) лишний элемент просто не заметили, точно так же, как не замечали отсутствие знака. Сам факт обнаружения в обороте монет разного номинала и разных годов выпуска, несущих очень похожие дефекты, может косвенно подтверждать предположение о предварительной разметке штемпелей.
Но опираясь лишь на гипотезы, экземпляры со следами брака неясного происхождения приходится относить к монетам с неопределёнными дефектами. Продолжение: ТАЙНЫ МОНЕТНОГО ДВОРА – 3 Назад: ТАЙНЫ МОНЕТНОГО ДВОРА – 1 Дополнительно: ПРИМЕРЫ ХРОНИЧЕСКОГО И ПРОГРЕССИРУЮЩЕГО БРАКА 08.09.2016
КРАТКАЯ КЛАССИФИКАЦИЯ Общая познавательная информация в Интернете Тематические сайты:
Монеты современной России (http://aeol.su/)
Как чеканят монеты номиналом 1 тенге образца 1997 года
|